
Where technical development constantly finds new, innovative solutions, traditional materials such as plastic or metal are increasingly reaching their limits. For this reason, ceramic workpieces are increasingly being used in modern brakes and clutches in automotive technology, but also in future-oriented industries such as e-mobility, aerospace, medical technology, microelectronics, semiconductor technology and many more. This also creates new, demanding challenges for their processing.
Modern technical ceramics are produced in a sintering process. The advantage of this process is that the specific preparation of the ceramic starting material allows the workpieces to be manufactured precisely according to the desired technical properties. The disadvantage: after sintering, the workpieces can only be formed mechanically by machining. A special task for modern grinding processes.
Double-sided surface grinding for ceramic workpieces
The pioneers and namesakes of the double face side grinding process also offer convincing solutions in this demanding field: DISKUS WERKE Schleiftechnik GmbH supplies a variety of sizes and techniques for grinding ceramic workpieces with diamond grinding tools.
Depending on the geometric dimensions, required dimensional tolerance, surface quality and cycle time, DISKUS WERKE can offer suitable machines from the DISKUS double face grinding machine series "DDS ... XR": A total of four different sizes and five different grinding processes are available.
Double-sided surface grinding offers particular advantages. Since the workpieces are not clamped in the workpiece holders (transport wheels or masks) during the grinding process, the often thin and filigree workpieces are not subjected to any additional mechanical clamping forces.
Throughfeed grinding with rotary workpiece feed
In continuous grinding, ceramic workpieces from 0.8 to approx. 30 mm thickness and, depending on the size of the grinding machine used, up to 180 mm diameter can be processed. The maximum stock removal per grinding cycle is 0.2 ... 0.3 mm. Dimensional tolerances of up to 0.002 mm can be achieved. This process is suitable for large quantities.
Continuous plunge-cut grinding
The speed of continuous grinding and the precision of plunge-cut grinding - these two advantages are combined in the KDE grinding process developed by DISKUS WERKE.
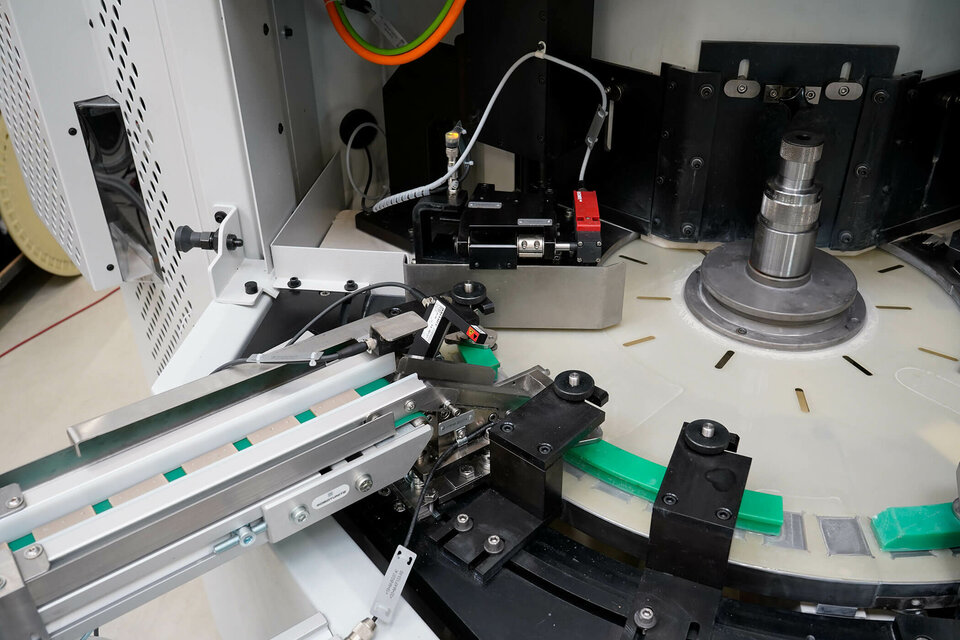
In KDE grinding, the workpieces are moved loosely from the input point through the grinding chamber in a limited number of pockets from a round transport disc to the output point. During machining, the workpieces are located unclamped between the end faces of the grinding tools, pass through the grinding passes in succession and are ground down to the target dimension. When it approaches the finished dimension, the upper measuring probe of the disk-based process control computer IONIC 18 is activated and the workpieces are ejected from the machine when the finished dimension is reached by opening the output plate of the table.

The high-precision infeed of the grinding tools avoids damage or destruction of deformed, thin-walled ceramic workpieces.
Since the grinding chamber is always filled during machining, there are no dimensional changes due to grinding pressure changes at the beginning and end of the transport wheel coating.
Of particular importance for the double surface grinding of ceramic workpieces is the specification of the diamond grinding tools required for the special recipe of the ceramic material as well as a controlled removal of chips and abrasive abrasion. This is where the interdisciplinary know-how within the DVS TECHNOLOGY GRUOP once again proves its worth: In this case, DISKUS uses the expertise of the DVS abrasives manufacturer NAXOS-DISKUS Schleifmittelwerke GmbH Butzbach. Together, grinding tools have been developed in which the chip spaces between the abrasive grains can absorb the machined material volume of a workpiece and the resulting abrasion of the grinding tools and transport it out of the contact zone. As soon as the workpiece no longer covers the chip space, the chip spaces between the abrasive grains are cleaned again.
Thus, this process enables targeted, plane-parallel grinding of even very thin and sensitive workpieces within very narrow tolerances with regard to thickness, flatness, parallelism and surface finish. With this grinding process hourly outputs of up to 5,000 pieces can be achieved. A further advantage of the KDE process is that workpieces with large oversizes can be machined while the machine is running. For these workpieces, the grinding machine can also be equipped with an automatically following hold-down plate. This ensures that the workpieces are also guided safely outside the grinding area. Thus the KDE process also represents an alternative to fine grinding with lapping kinematics.
Customer-specific automation solutions for loading and unloading the DISKUS grinding machines can be offered by the DVS automation company rbc Fördertechnik GmbH Bad Camberg if required.
The DISKUS product portfolio offers a double surface side grinding machine of the type DDS 750 XRE in a special version with a large table for simultaneous machining of both sides of flat surfaces, for example on large ceramic shaped parts with a diameter of up to 425 mm and a workpiece height of up to 80 mm. This grinding machine with vertical arrangement of the motor grinding spindles efficiently and precisely brings the workpieces with any desired oversize to the desired final dimension during machine operation thanks to special planetary kinematics in plunge grinding with controlled rotation of the workpieces.
Technical ceramic materials have become indispensable in many forward-looking industries - solutions from DISKUS WERKE and DVS TECHNOLOGY GROUP ensure that ultra-modern workpieces can be machined precisely.

Vertrieb l Sales
Mutlu Isiguezel
T.: +49 6074 48 402 57
F.: +49 6074 48 402 36
mutlu.isiguezel@diskus-werke.de
DISKUS WERKE Schleiftechnik GmbH
Johannes-Gutenberg-Str. 1
63128 Dietzenbach


