A new production hall was built at DVS Production GmbH in Krauthausen, Thuringia, for the manufacture of drive components on behalf of a tier-1 supplier to the automotive industry.

DVS Production GmbH has built a new production hall in Krauthausen, Thuringia, for the manufacture of drive components on behalf of a Tier 1 supplier to the automotive industry. The ring gears manufactured there are used in plug-in hybrid and purely electrically powered vehicles. The accuracy requirements of the end customers are correspondingly high. A highly productive production line was created together with the DVS sister companies from machine and tool construction. Cutting technologies from PITTLER and PRÄWEMA, tools from DVS Tooling and clamping devices from SWS Spannwerkzeuge GmbH form the foundation for the production of the sophisticated precision components.
Shortly before the frost froze the earth, the first excavators rolled onto the premises of DVS Production GmbH at the end of 2017 and started the massive earth movements that were necessary to build the foundation of the new hall at the same floor level as the existing production halls. "About 80,000 cubic metres of earth were moved for the new hall", reports Rainer Eisel, who has been in charge of the company since its foundation almost 15 years ago. "We had little time to build the hall and start up production. The customer needed parts as quickly as possible," Eisel adds. In fact, the new 4,000 m² hall was built in a record time of only 8 months and docked to the existing halls.
Production only with DVS machines
So-called ring gears are manufactured in the new hall. The internally toothed components are part of the planetary gearhead, which is increasingly being installed in electric drives thanks to its compact design, high efficiency and low-noise running characteristics. "DVS Production is the supplier of central components for this project", explains Mario Möller, also Managing Director and responsible for the production area. The engineers from DVS Production are also involved in the process design. They discuss with the customers how the component must be designed in order to enable highly efficient machining. In doing so, they discover again and again hidden "cost drivers" that can be easily eliminated in the early phase of process design.
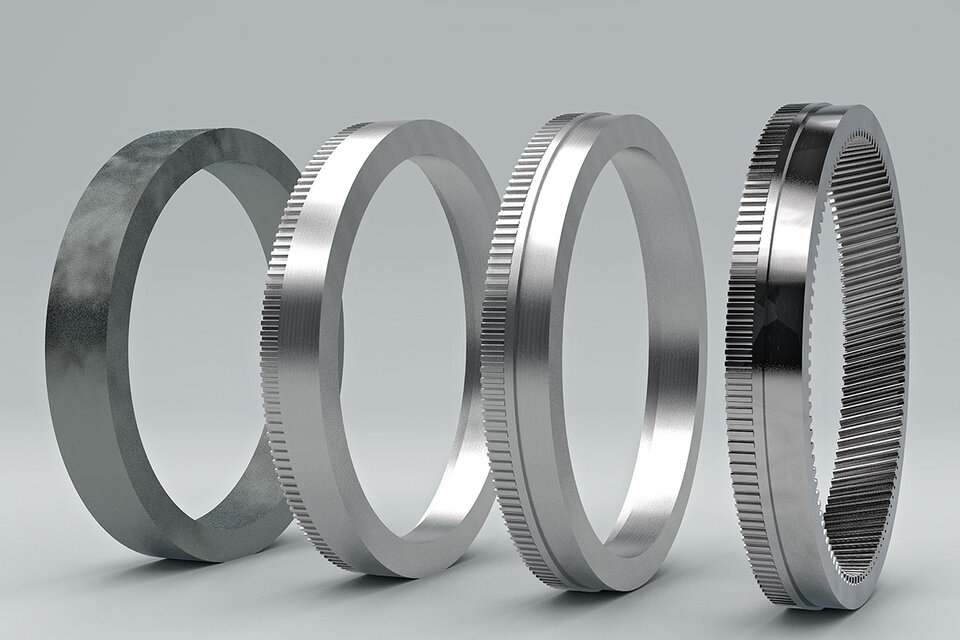
The forged rings, from which the ring gears are later manufactured, must first undergo an inspection of the input quality in the laboratory of the new hall. After the first machining process, turning, the ring gears are geared on both the inner and outer diameter. Since the ring gears, which are made of case-hardened or nitrided steel, are pressed into the gearbox housing at the customer's plant, a block gearing must be produced to match the outer contour. On the inner contour a running toothing with high surface quality is to be inserted. These are the best prerequisites for carrying out the complete green machining on the newly developed PITTLER SkiveLine machine platform.
Connected to the PAC (PITTLER Automation Center) multifunctional automation cell, two SkiveLine gear cutting centers operate as OP10 for external machining and as OP20 for machining the internal contour. Read more about the machining of ring gears with the PITTLER SkiveLine on page 20 of this DVSpezial issue.
The subsequent heat treatment in the nitriding process is carried out by an external service provider. As is well known, the process has the advantage that the core strength of the workpiece material can be kept high. This means that the allowances for gear honing can be kept much smaller, which has a positive effect on the cycle time and the costs per component. This eliminates the need for the usual subsequent surface and external cylindrical grinding of the components.
High speeds in electric drives require hard fine machining
A few years ago, the component would have been ready to go to the customer after hardening. However, higher speeds in electric motors, accompanied by higher contact ratios on the tooth flanks, make it necessary to fine-machine the component after hardening. For this reason, the internal gear teeth are honed on a PRÄWEMA SynchroForm V machine in the last machining step. In other words, the surface quality of the gearing is significantly optimized. About 50 µm of material is removed per flank. In a process-safe procedure, the high gearing quality 8 is thus created, whereby acoustic conspicuities in the gear are almost completely avoided.
After internal gear honing, a DMC code is lasered onto each component. If the customer later logs on to the data exchange server of DVS Production and scans the component code, he can, for example, call up the measurement reports produced during the subsequent 100% quality control. The manufacturing date with time specification or the serial number of the component can also be retrieved in the same way.
Throughput times further reduced
Before the components finally make their way to the customer, they are washed, preserved, and packaged in the final stages of production. "With the construction of the new hall, we have revised our internal logistics processes and were able to further reduce our throughput times," Möller adds.
The bottom line is that the new production line represents another successful future project. In addition to drive shafts, sun and planetary gears, the company now also produces hollow gears for electric and hybrid vehicles in series. In addition, 30 new jobs have been created. "The next project is already in the starting blocks," reveals Rainer Eisel.


Leiter Vertrieb l Sales Manager
Christian König
Geprüfter technischer Betriebswirt
Master of Technical Management (CCI)
T.: +49 36 91 88 338 47 l
F.: +49 36 91 88 338 50 l
christian.koenig@dvs-production.de
DVS PRODUCTION GmbH
Lindenstraße 5
99819 Krauthausen


