
作为汽车行业的顶级供应商,位于图林根州克劳斯豪森的DVS Production GmbH已建成一个新的生产车间,用来加工电动汽车零部件。这里生产的齿圈应用在插电式混动和纯电动车辆上。为应对最终用户相应较高的精度要求,DVS姐妹公司合力组建了一条覆盖机床和刀具的高效产线。PITTLER和PRÄWEMA提供切削技术,DVS Tooling提供刀具,夹具来自SWS Spannwerkzeuge GmbH,这些形成了复杂精密零件生产的基础。
2017年底霜冻前不久,第一台挖掘机开进DVS Production GmbH工厂,开始进行新车间地基建筑必须的大规模土方挖掘作业,新车间的地平与目前的其他车间等高。这家公司成立15年来一直由Rainer Eisel负责,他讲到:“新车间建设期间,约有八万立方米土方被挖掘出来”。Eisel又补充道:“留给我们新建车间和启动生产的时间很短。客户需要尽快收到零件。”实际上,建成这个面积4,000 m²的新车间史无前例地仅仅用了八个月时间,位置紧邻已建成的其他车间。
仅仅依靠DVS机床就可以生产
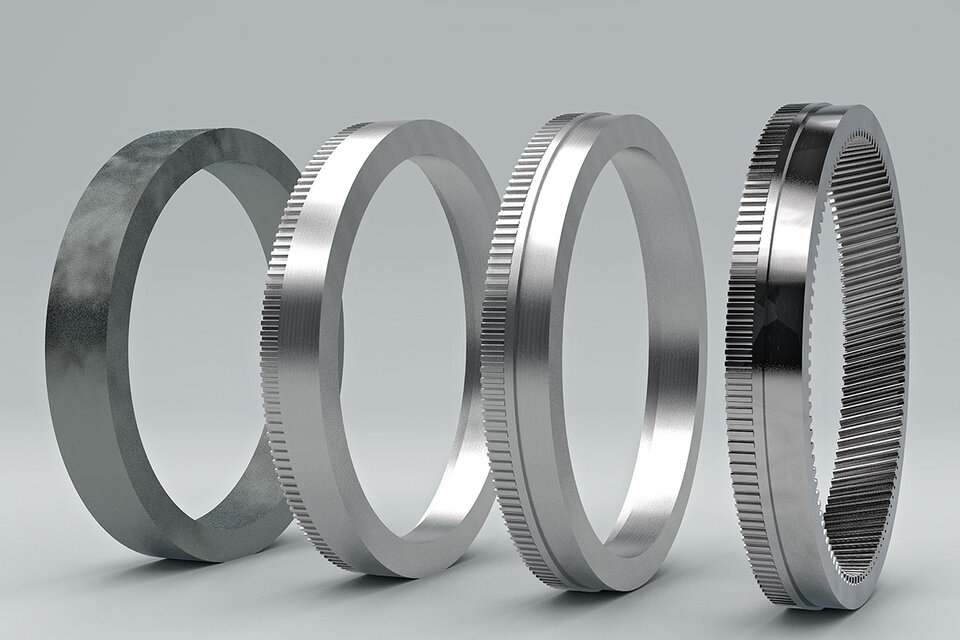
之前提到的齿圈就在这个新车间中生产。这个带内齿的零件是行星减速机的组成部分。行星减速机由于设计紧凑、运行高效和低噪音,正被越来越广泛地应用在电动汽车上。Mario Möller是总经理同时负责生产部门,他解释说:“DVS Production是这个项目关键零部件的供应商。”DVS Production的工程师同样也会参与到工艺设计中。为了实现高效加工,他们会与客户共同探讨这些零件设计的必要性。在这个过程中,他们不断地发现工艺设计初期就能轻松规避的隐性成本动因。
锻造齿圈在被加工为成品齿圈之前必须要在新车间的实验室进行投产质量检测。做完第一道工序车削以后,齿圈的内齿和外齿都要进行加工。经过表面硬化或者渗氮处理的钢制齿圈要在客户工厂压入变速器箱体内,因此必须加工出一圈制动齿来与外轮廓相配合。内轮廓需要嵌入一圈表面精度高的转动齿。这些要求都是在新开发的PITTLER SkiveLine机床平台上进行全序绿色加工的最重要前提。
与PAC(PITTLER 自动化中心)多功能自动化单元连接后,两台SkiveLine齿轮加工中心分别负责OP10外齿加工和OP20内轮廓加工。有关PITTLER SkiveLine齿圈加工的更多信息请阅读本杂志第20页的专题文章。
后续渗氮工艺的热处理会由一个外协供应商完成。众所周知,此工艺的优势在于能保持零件材料的核心强度。这就意味着能大幅度降低珩齿余量,进而有效提升节拍并节省单件成本。这样就不需要对零件进行常规的后续表面和外圆磨削。
电力驱动的高转速运转依赖热后精加工
几年前,零件热处理后就可以交付给客户了。然而,电机的更高转速以及更高的齿面接触比都使得零件在热处理后还需要精加工。为此,会在一台PRÄWEMA SynchroForm V系列机床上进行内齿珩磨作为最后一道工艺。换言之,齿轮的表面精度被显著提高。单边齿面大约去除50 µm的余量。在一个稳妥的工艺中,高达8级的齿轮精度就这样被制造出来,正因如此,齿轮传动噪声的显著性几乎可以被彻底消除。
内齿珩磨后,每个零件上都会用激光刻录一个公契代码。如果客户登录DVS Production的数据交换服务器并扫描零件码就可以进行诸如查询后续全程质量控制过程中产生的检测报告等操作。还可以通过同样的方式检索精确到具体时间的制造日期或者零件序列号。
进一步缩短有效产出时间
在零件最终交付到客户端之前,需要对他们进行清洗、储存和包装,这是生产的最后一步。“建成新车间后,通过改良内部物流流程,进一步缩短了我们的有效产出时间。” Möller补充道。
重要的是新建的生产线代表了又一个成功的未来项目。除了传动轴、太阳轮和行星轮,这家公司目前也生产应用在电动和混动汽车上的空心齿轮。Eisel透露说:“下一个项目已经在酝酿阶段了。”


Leiter Vertrieb l Sales Manager
Christian König
Geprüfter technischer Betriebswirt
Master of Technical Management (CCI)
T.: +49 36 91 88 338 47 l
F.: +49 36 91 88 338 50 l
christian.koenig@dvs-production.de
DVS PRODUCTION GmbH
Lindenstraße 5
99819 Krauthausen


