At STIHL in Waiblingen, Germany, everything matters around the efficient production of engine-powered equipment for landscape maintenance, construction, forestry and agriculture. In all these areas, Andreas STIHL AG & Co. KG is the leading manufacturer and innovator. The cooperation between STIHL and Buderus Schleiftechnik GmbH, which is still very fruitful today, began back in 2013.
In use, we usually don't notice how much development and manufacturing effort goes into the tools we work with every day. A forestry worker who holds a chainsaw in his hand all day and relies on its endurance appreciates its quality and very good power-to-weight ratio. In 1927, one year after the company was founded, Andreas Stihl launched his first cut-to-length chainsaw; at that time still electrically powered and intended for stationary use in log yards. Felling work was made possible two years later with the newly developed Type A tree felling machine, which revolutionized forestry work. However, with an output of 6 hp, the machine still weighed 46 kg at that time and could thus only be operated by two workers.
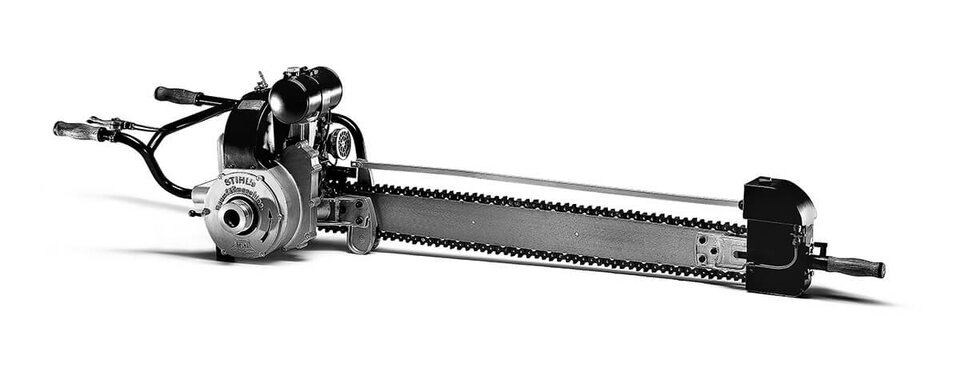
A modern professional model with similar performance, on the other hand, weighs less than 10 kg today. As a result of this enormous progress, a single forestry worker can now do many times more than what used to take two workers.

With this demand for innovation, STIHL came to Buderus Schleiftechnik (BST) back in 2013 to optimize its machinery in crankshaft production.
The first project involved the two most important individual parts of the heart of every professional chainsaw. STIHL is one of the last manufacturers to use a two-piece crankshaft that is joined together in a press-fit to form a crankshaft assembly - a unique selling point that makes a great deal of sense, but also requires highly complex, elaborate and therefore correspondingly expensive technology. This reduces STIHL's weight, but at the same time creates an eccentric machining situation with very special challenges. It was therefore necessary to find a solution that would allow cost-optimized production with the highest quality.
Buderus Schleiftechnik solved this demanding task with a simultaneous grinding machine.
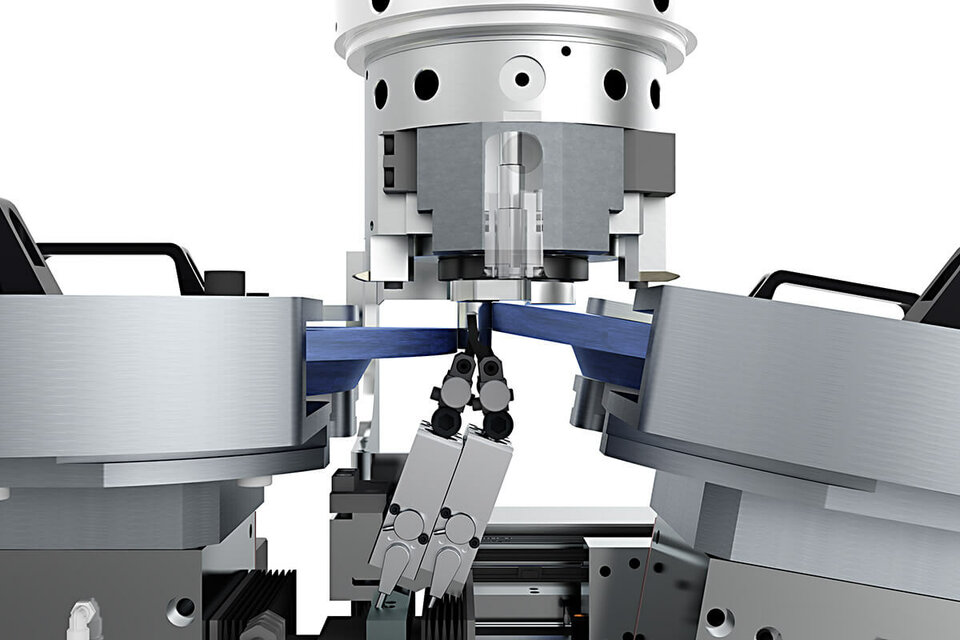
The workpieces arrive at the machine in baskets and are placed and picked up on the shuttle by the in-house basket storage cell via a SCARA robot. The robot also recognizes the eccentric shape of the component in order to place it in a defined position on the shuttle.
The shuttle in turn brings the workpieces into and out of the machine room, which ensures very low carryover of cooling lubricant. In the machine, the workpiece is "picked up" by the main spindle, where it is clamped in an eccentric collet chuck. This moves the eccentric pin to the center of rotation of the main spindle, enabling rotationally symmetrical machining.

In the case of the interference fit, the surface requirements are based on the maximum torque of the engine, since here no distortion of the two-piece crankshaft assembly is permissible with maximum load plus safety. The bearing seat, in turn, has the highest requirements for the load-bearing component, so that the needle bearing on which the connecting rod sits runs smoothly for a long time. Both requirements are met by an optimized grinding wheel in each case in simultaneous machining.
STIHL was able to significantly streamline the grinding machining of the crankpin and substantially optimize tool costs, set-up times and grinding wheel inventories by using this design in the most compact space as part of the ModuLine series. Previously, STIHL had to keep complex and expensive two-zone grinding wheels on shelves in the production area. These varied per workpiece type, resulting in a large number of special grinding wheels.
The internal and end machining of the bore part mentioned at the beginning in the press-fit composite can also be reproduced on the machine. However, this is a pure hard turning process, which in turn was also integrated into the machine.
With the ModuLine 2A-8TR-KS machine model and the close cooperation between the two companies, it was possible to significantly optimize production here.
In 2016, STIHL then approached BST again to also implement simultaneous machining of the very filigree workpieces in a replacement purchase for grinding the crankshaft assembly. With the knowledge gained from two previous grinding trials in BST's own test field, the CNC 235 H 2A-KS machine type was brought to life.
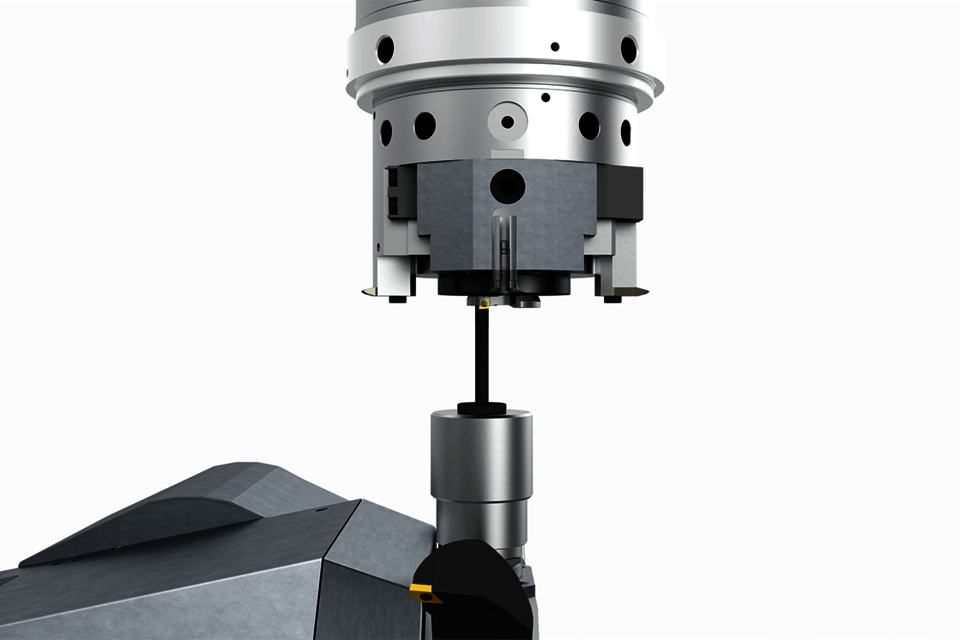
The challenges in this project were high. For example, because of the end-to-end machining required, the workpiece had to be clamped between centers and driven by a special BST center driver. This center driver engages the flywheel mass of the workpiece and drives it between centers during the grinding process.
(see illustration above, headstock with crankshaft)
The clamping force of the tuning fork-shaped workpieces had to be adjusted via a very sensitive NC tailstock.
The two grinding channels machine the elastic workpiece simultaneously in order to be able to cancel out the machining forces. The process fluctuation of the machine during the entire production process is
± 1 µm - in line with the high requirements of STIHL professional chainsaws.
In the area of loading technology, BST was able to rely on the in-house basket storage cell with SCARA robot, which had proven itself in the first project. However, attention had to be paid to the handling of the loose connecting rod in the crankshaft assembly. In addition, a specially developed brushing station was built into the automation system to rework the igniter groove after the grinding process or to remove any grinding burr.
The machine-internal loading and unloading was again handled by an integrated linear loader, which could very sensitively bring the workpiece into clamping.
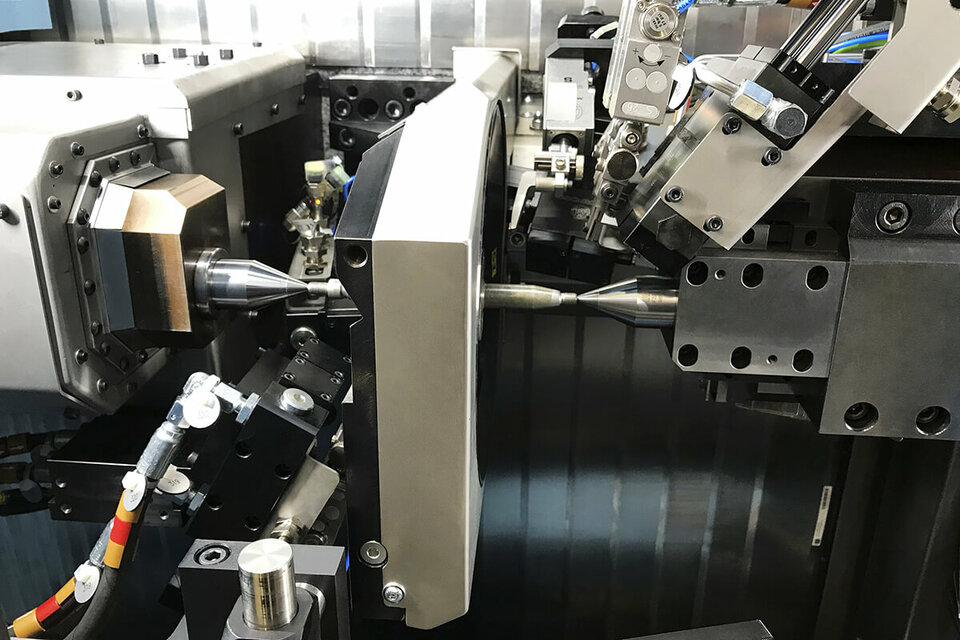
The very good cooperation and partnership between STIHL and BST made it possible to enter in a new era in STIHL manufacturing in the field of crankshaft machining. The resulting machines impressively demonstrate the possibilities of the simultaneous grinding and combination machines from Buderus Schleiftechnik.
(Pictures below: Headstock with crankshaft / CNC 235 machine combination in Plant 1 at STIHL)
Read an interview with production planner Mr. Kurt Schober from STIHL below.


„Five thumbs up for satisfaction with the machine“
We spoke with Kurt Schober, production architect at STIHL, about his experience with Buderus Schleiftechnik. We were particularly pleased to hear him comment not only on the technology supplied, but also and above all on the culture of cooperation.
Mr. Schober, all in all: How satisfied are you with the machines from Buderus Schleiftechnik?
The process changeover has proven to be absolutely right. I would say we have definitely not been disappointed. From there: Five thumbs up as far as satisfaction with the plant is concerned.
What makes BST machines special for you?
First and foremost, it's certainly about function and technology. With the modular container concept of the ModuLine, BST was, to my knowledge, the first on the market. What was special for us was also the crankpin machining, which only BST could make possible in this form. In general, BST is also the specialist for difficult tasks for us.
What was so special about the solution for crankpin machining?
Of course, others were already capable of machining crankpins. However, BST has decisively developed the concept for us. Before the first BST machine, one machine had ground the crankpin simultaneously in a 2-zone grinding wheel. Due to the variety of workpieces and the requirement for many different journals, we had a huge stock of expensive 2-zone grinding wheels. BST, on the other hand, offered us a simultaneous grinding process that used two separate grinding wheels of different quality to grind the crankpin. So we now only need two different grinding wheels. This freed up a lot of space in the narrow production hall and saved enormous costs. On top of that, the machines have become even more accurate.
When you look at the company itself - what do you like best about Buderus Schleiftechnik?
Above all, it's the openness in our dealings with each other. I sense a culture that is very similar to our STIHL culture. People respect customer wishes and respond to them - even if, as a manufacturer, they might have wanted to take a different path at first. In any case, alternatives are being considered. BST pursues an open standard that still offers sufficient scope for design.
Have the BST machines also helped STIHL to improve the product?
Indirectly, definitely. We were able to switch the processes to simultaneous machining, manufacture more stably and faster since then, and have significantly improved quality. In the process, we were also able to significantly reduce tool costs by a factor of 50. And on top of that, we were able to combine 35 workpiece types into a single grinding wheel configuration.
What is your best memory of Buderus Schleiftechnik?
The feeling of being welcome. Even with special requests. No matter how many times the same issues have been raised, BST responds to change requests. We at STIHL ask, they provide designs.
What challenges do you face at STIHL and how can Buderus Schleiftechnik help you here in the future?
I don't see anything in grinding technology at the moment. In internal machining, we are aiming for even lower tolerances in order to further optimize the weight/performance ratio.
Would you buy a machine from Buderus Schleiftechnik again?
We now have the seventh machine in production here - after the experience I clearly say: Of course!
Thank you very much for the interview and your positive feedback, Mr. Schober!


Leitung Technologieentwicklung l Head of technology development
Swen Söhngen
T. +49(0)6441 8006-730
F. +49(0)6441 8006-16
Mail. swen.soehngen@buderus-schleiftechnik.de
Buderus Schleiftechnik GmbH
Industriestraße 3
D-35614 Aßlar
Germany


